Chain Conveyors
Chain conveyors provide controlled, continuous movement of grain on horizontal or low-incline lines. The enclosed casing limits product spillage; low-speed operation helps transfer product without damage. Their durable construction offers a reliable conveying solution in heavily used storage and processing plants.
What Are Chain Conveyors and How Do They Work?
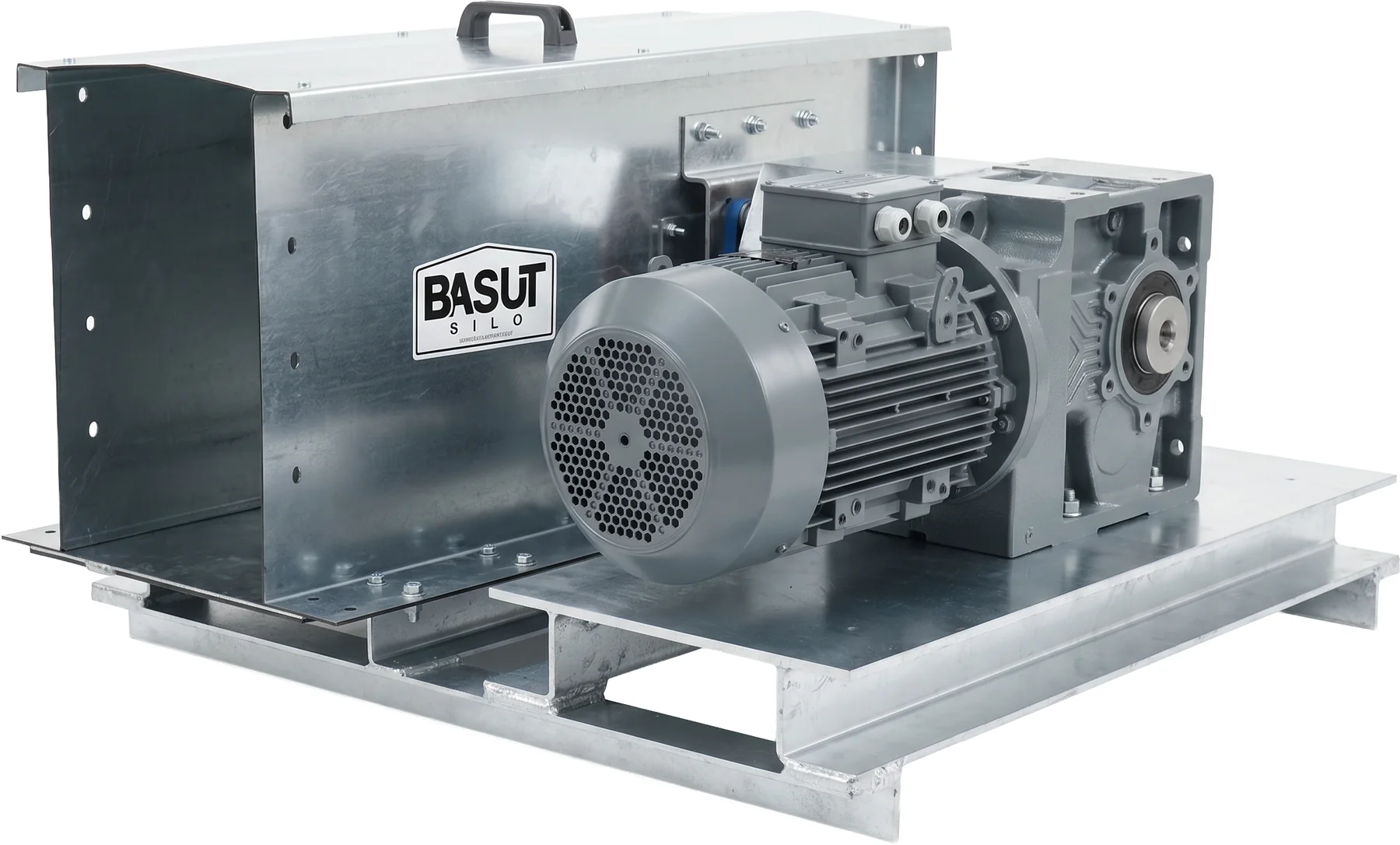
In a chain conveyor, product is dragged through an enclosed casing by chain and paddles moving on horizontal or low-incline lines. Consistent chain speed helps transfer product in a controlled manner.
Key Features
- Continuous conveying on horizontal and low-incline lines
- Product and dust control with enclosed casing
- Durable mechanical design for heavy-duty operation
- Adaptable to different inlets, outlets, and line lengths
Applications
- Above-silo and below-silo conveying lines
- Receiving and shipping systems
- Feed, flour, and grain processing plants
- Warehouse and terminal transfer lines
Integration with Plant and Automation Systems
Conveyors can run in sync with elevators, flow pipes, slide gates, sampling equipment, dust collection, and automation systems.
Engineering and Product Selection
Commodity type, line length, incline, required capacity, number of inlets-outlets, and operating frequency affect casing and drive design.

Frequently Asked Questions
It is primarily used on horizontal and low-incline conveying lines; special arrangements can be made according to project layout.
It helps limit product spillage to the environment and ambient dust generation.
30-Year Warranty
The galvanized material used is long-lasting
High Galvanized Coating
Durable and high-quality coating
Static Design
Correct static design through engineering analysis